“I think that for a lot of years, the transmission aftermarket has had the feeling that a bushing is a bushing is a bushing,” explains Dura-Bond General Sales Manager Andre Moser. And he says nothing could be further from the truth in applications that have evolved to require tighter and tighter tolerances and less play in rotating parts.
Moser, Dura-Bond President, Owner Charles Barnett, and Marketing / Systems Administrator Bill Dolak have gathered with Transmission Digest at the company’s headquarters and production facility. Dura-Bond employs a team of 75 office, manufacturing, sales and engineering people to produce all its product lines at the 85,000-square-foot Carson City, Nev., facility that has earned ISO 9001 certifications.

“Our primary business throughout the years has been camshaft bearings for the engine-rebuilder aftermarket. We have a dominant position in this industry for the past 70 years,” explained Barnett. “Dura-Bond has been in business since 1947. The company started in Palo Alto, Calif. And relocated to Carson City in 1987.
“In 1996, we decided to diversify a bit by purchasing a Seattle-based company that manufactured powdered metal valve seats. We moved that production into our plant as well and it now accounts for about 25% of our business.
“It was only about five years ago that we found the opportunity to apply our technology to manufacturing transmission bushings.

“We actually entered into the transmission segment through work we were doing with one of the major remanufacturers of both engines and transmissions. They had long been customers of our camshaft bearings and asked if we could do the same with transmission bushings. Their people had developed a strong preference for Dura-Bond’s full-round bearing technology and the ability to attain the tighter tolerances in the industry. Why not apply this same technology into the transmission aftermarket?”
Aftermarket technology is different
“The OE manufacturer can put a clinch-style camshaft bearing in a block and then line-bore it to fit perfectly,” Barnett says. “So, if you line-bore and use the clinch-style bearing, it’s all good,” Barnett continues. “Traditionally the aftermarket has followed that technology as well. Those clinch-style bushings will work OK for the OE and for the rather generous tolerances found in older transmissions. However, the technology that worked for a 350 transmission doesn’t always work when those tolerances are much more demanding as in today’s transmissions.

“Since the aftermarket rebuilder doesn’t have that equipment for line-boring, you end up with the compromise OE clinch-style bushings. If you have the part but you don’t have the process, you’re only half way there. The good news with these is that, manufactured offshore, they’re cheap; however, they aren’t of the quality that many builders need to have.
“In addition to the problem of not being able to line-bore the clinch-style bushings, the quality of what was coming in suffered from inability to maintain the tolerances needed and, often, the metallurgy content that wasn’t correct. This gave Dura-Bond an entry point into the transmission market segment. As our product line got off the ground we picked a limited number of transmission specialty distributors (Transtar, WIT, Stellar Group) for expanded sales beyond the production rebuilder operations.”
Bushing development
Moser says that the machinery, processes manufacturing philosophy and people are the same whether the production run is the camshaft bearings or the transmission bushings. And he explains that everything starts with the R&D department taking a look at the application for which a particular bushing is needed.
“Typically, we purchase cores for our development process. While we could reverse-engineer the bushings that are available in the aftermarket, we find that we are able to develop a better fitting product by measuring all the hard parts and shaft diameter. This means we can make sure our tolerances are exactly where we need them to be. The difference in the quality of our product is a direct result of that in-house R&D process that we follow.

“There’s a stark difference that can be seen and felt in the weight of our bushings. While attending both ATSG and ATRA seminars we provide a show-and-tell comparison between the clinch-style bushing and our bushings. Amazed and intrigued, many want to know what took so long to bring this quality bushing to market.
“Because we don’t manufacture with a one-size-fits-all philosophy,” observes Barnett, “the materials we use vary with the requirement for an individual bushing. For instance, we make some from solid bronze, some from steel – with or without coating – and some with dimples or the grooves, all depending on what we determine – working with our customers – is the best application solution for each bushing.
Taking it to the streets
Moser continues, saying, “We’ve been able to achieve market penetration as people begin to realize the quality difference in the kits. The challenge remains that guys have become used to paying the lower price for the offshore brands and clinch-style technology. Our bushings cost a bit more, but the purpose of the component is to work without issue of failure in a rebuilt unit.

“The other challenge is, as with most aftermarket component manufacturers, that we work hard to identify where the transmissions are beginning to come in for repair. We want to have a kit and/or components available when those units are needing repaired. Our product line has expanded to include some legacy kits, some that are in the throes of being repaired right now, and we’re adding some that are a little newer but that we expect to start showing up in the repair bays soon.
“Our objective is to cover all the bases and stay in the bell curve of where the warranties run out and the transmissions need to be repaired. We solicit information from both our distributors and our production-rebuilder customers as to the units they expect to soon be seeing – the units we should be looking at for our development process. We stay relevant by adding the bushing kits as they are needed while maintaining legacy products as well.
“Most of our distribution to shops takes place as a separate bushing kit that is ordered alongside the master rebuild kit. We have approximately 45 kits available today in our catalog. Additionally, each component that makes up our kits is available separately through our distributors. We anticipate releasing two new kits per month in 2018. We recognize rebuilders do not always replace all the bushings so having individual components available is advantageous.
Dolak says that in addition to a vibrant website, a catalog of transmission bushings and bushing kits has been assembled – a publication he is responsible for updating as Dura-Bond adds additional components.
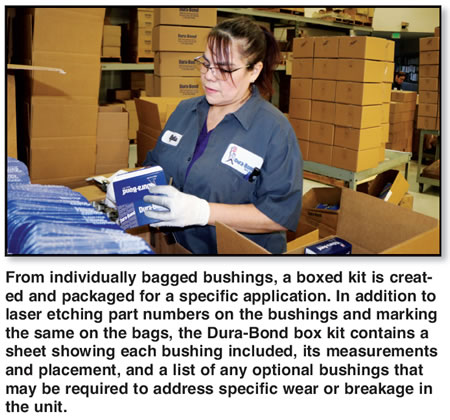
“For example,” Moser says pointing to one of the cataloged kits, “the 5R110W bushing kit is a large one that contains the 16 bushings needed to completely rebuild a unit in nearly every case. Each of the individual bushings in the kit are separately packed in their own bag and identified with the part number on the bag as well as being laser etched on the bushing itself along with the Made in the USA logo and the George logo that is Dura-Bond’s identifying icon. The kit is boxed and contains a slip of paper that shows the part numbers, dimensions and quantity of each included bushing. Furthermore, we’ll list any other bushings that are optional replacements for a particular unit.
“For performance applications we have a line of enhanced steel backed Babbitt pump bushings that contain a layer of dry film lubricant coating. This coating provides solid lubrication of parts subject to torque or contact stress like the pump bushing. Like all of our bushings, these enhanced pump bushings have wall tolerance of 0.0005 inches and OD tolerances of 0.001 inches.
Solving problems defines the future
Concluding, Moser tells us, “The rebuilders we see at seminars want to know about the attributes of the bushing and the ease of getting it into place, does it walk, does it split, does it leak? The answer to all of those is: No because it’s ‘full round,’ all one solid piece. Our chamfered ends allow for ease of installation, elimination of breakage to any seam that causes bushing surface interruptions.
“The shop that’s looking for long-life quality wants to use a bushing that will live up to the warranty. This is a shop that will want Dura-Bond bushings whereas a guy who’s very price-conscious will more likely order the clinch-style offshore product.
“Our ability to serve the customer and to earn our livelihood derives from our ability to match what we can do with what the industry requires. Given the complex transmissions deployed in today’s vehicles in 2018, the old ‘a bushing is a bushing’ philosophy simply no longer applies!”
“Barnett adds, many bushings are installed blind. In that you do not see if any metal particles are coming off the I.D. of clinch-style bushing during installation. These particles could end up in the solenoids or other critical areas. The Dura-Bond bushing due to one-piece design does not have this possible problem. Why take a chance on a failure? It is like plaque in your veins that is unknown going to your heart. No heart attack for the transmission is needed”