Up to Standards
- Subject: New differential manufacturing technology
- Essential Reading: Shop Owner, Center Manager, Rebuilder
- Author: Mike Weinberg, Rockland Standard Gear, Contributing Editor
Every shop in this industry is working hard to increase the volume of its business and the percentage of profit. Repair and diagnosis of automatic and manual transmissions and transfer cases are generally deemed to be the core of the business. Clutch replacement, driveshaft work, CV joints and wheel bearings are common sale items, but many shops neglect differential work as a profit center.
This may be due to a lack of understanding and comfort with the technical aspects, but differential work is arguably the simplest and most-profitable major repair on the vehicle. In addition to rebuilding worn or failed parts, there is the option of offering ratio changes to your customer to improve performance and fuel economy. On four-wheel-drive vehicles, this means that you have both front and rear differentials to work with, as the ratios must remain matched.
Technology in the design and manufacture of ring-and-pinions and differentials has advanced along with all other vehicle components. New machining processes have been developed to produce better and more-efficient ring-and-pinion products. Traditionally, the manufacture of a ring-and-pinion set was done with a process called face milling, which involved a five-cut process. There were two cutting operations – a rough cut and a finish cut – for the ring gear. For the pinion gear, there were three cutting operations: a rough cut, a finish cut for the convex flank and a finish cut for the concave flank.
Advances in computer numerically controlled (CNC) machinery have enabled the duplication of print specifications to tolerances never before possible. This process is called face hobbing, which uses a two-cut process to manufacture the ring and pinion to the same finish quality with more efficiency. This process enables the manufacturer to cut the ring gear and pinion in one operation each and then to lap the gears together after hardening, producing a quiet, durable gear set much more efficiently.
Differences in the finished product between the five-cut method and the two-cut method affect us directly at the repair level when we’re installing a replacement gear set. Both processes produce a quiet, durable gear set. The two-cut process permits tighter backlash specifications while generating less heat and noise from gear-to-gear contact.
Backlash is defined as the free play between two gears in their operating positions. In a five-cut ring and pinion, backlash specifications run typically between 0.008 and 0.012 inch. On the two-cut gear set, backlash is considerably reduced, to 0.004-0.008 inch, with 0.006 inch as close to optimum.
Those of you who are old enough to remember using a pinion depth gauge have some confusion in the present day with the lack of head stamps on currently manufactured pinions. In the past, because of inconsistency in manufacturing, a plus or minus in thousandths of an inch was stamped on the head of the pinion to show you how much to reduce or increase the pinion shim thickness. Modern manufacturing techniques have all but eliminated that need on later-model differentials, and 99% of the time you can re-use your original pinion shim on the new pinion gear.
To better understand the two-cut process and how it affects setup and gear-contact patterns, I arranged a trip to Detroit to visit with American Axle & Manufacturing (AAM), a premium Tier One supplier to many global auto manufacturers.

Until 1992 General Motors manufactured almost all ring and pinions for use in its vehicles. Looking for more efficiency and to reduce operating overhead, GM put 18 of its plants up for sale, including the five plants that comprised the Final Drive and Forge business unit of GM.
Richard E. Dauch, who had worked for GM and recently had retired as executive vice president of worldwide manufacturing for Chrysler Corp., had the foresight and the courage to put together a group to buy those five plants. On March 1, 1994, AAM became a stand-alone, independent, multi-billion-dollar Tier One supplier to the automotive market. AAM manufactures differentials and axles for GM light trucks and SUVs and provides products to other carmakers.
With an investment to date of $3 billion in plants and infrastructure and about half a billion dollars in applied research and development, AAM is a world leader in driveline-systems fabrication and design. AAM employs about 10,000 people in facilities around the world and has yearly sales of about $3.25 billion. It is one of the few Tier One suppliers that are fiscally healthy and not in bankruptcy. AAM’s product portfolio includes power-transfer units, independent rear-drive axles, torque-transfer devices, transfer cases, TracRite™ electronic locking and limited-slip differentials, multi-piece high-speed passenger-car driveshafts, and complete front and rear chassis/suspension components. What better place could I go to research new ring-and-pinion design?
I have been in auto manufacturing plants around the globe for the past 45 years. The AAM plants are state-of-the-art and very efficient. AAM does everything in house: forging, heat treating, manufacturing, quality control, and research and development. Its return rate on finished goods and warranty is extremely low because of an extreme level of testing and quality control through every step of the manufacturing process.
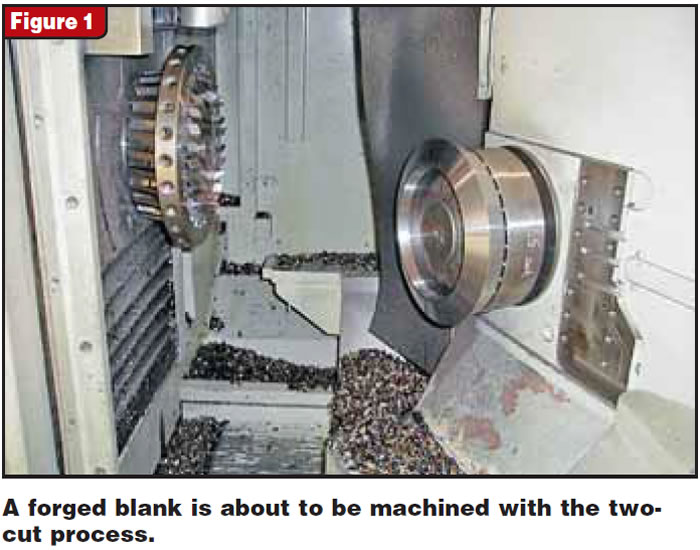
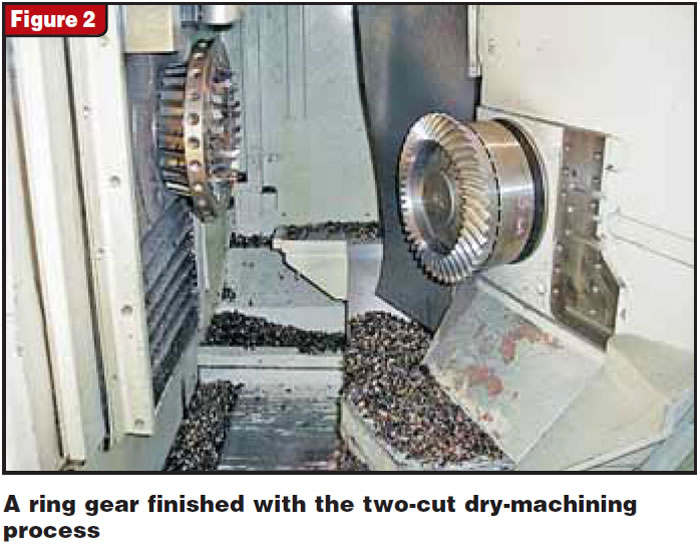
I spent an entire day with the engineering and manufacturing staff learning about the principles involved in the two-cut process. As you know, high-speed metal cutting usually requires extensive lubrication of the parts during the process. This lubricant is expensive, both in the pumping and recovery process and in environmental compliance. AAM has developed the two-cut process using full carbide tooling that runs in a dry environment, eliminating the need for lubricant in that part of the process. It was interesting to watch how quickly these machines cut a ring and pinion from a forged blank (see figures 1 and 2), throwing dry chips that are conveyed away to be recycled. Every product coming off the line is tested using high-tech, computer-controlled coordinate-measuring machines (see Figure 3) to assure integrity to all print specifications.

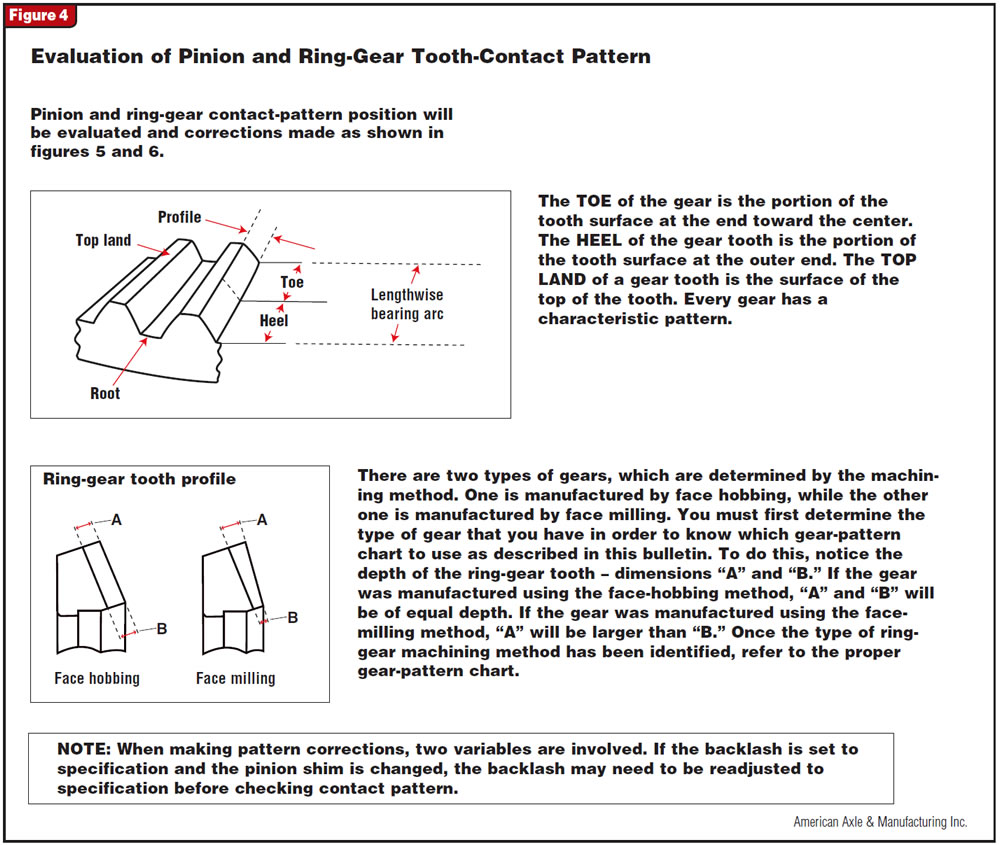
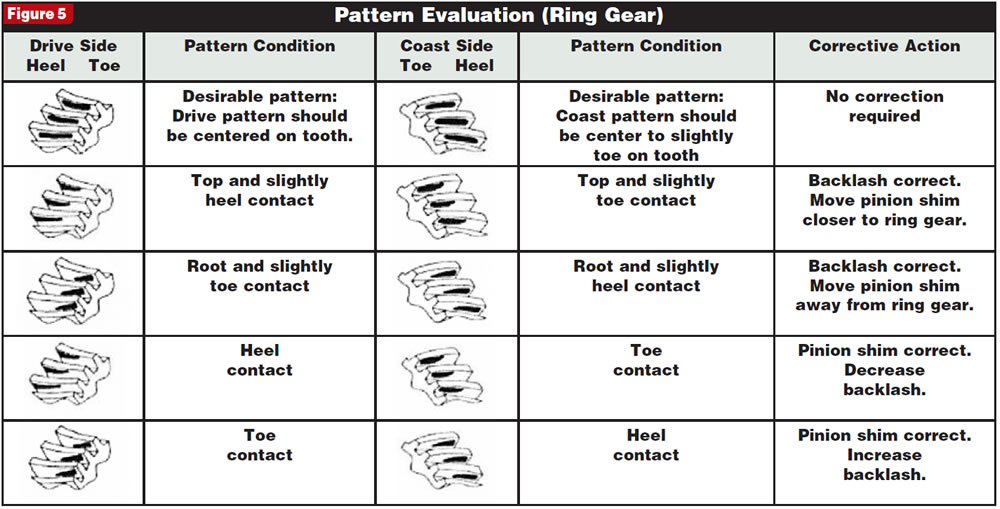
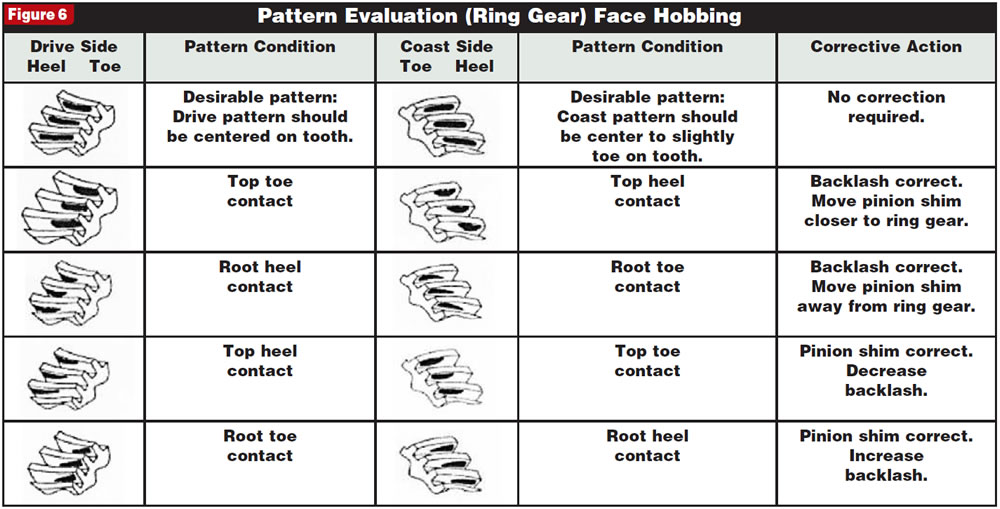
How do you know whether you are working on a five-cut or two-cut gear set? The tooth profiles will tell you. In a face-milled (five-cut) gear, the face of the tooth will be tapered; on a face-hobbed (two-cut) gear, the tooth will be uniform from heel to toe. Figure 4 illustrates the differences between the two, and figures 5 and 6 show acceptable contact patterns and how to adjust pinion depth and backlash for correct contact patterns.
This is not rocket science. All the processes are here for you to increase your sales and profits. What is necessary is to start with a quality gear set and to understand the relatively simple setup technique. There is a segment of our industry that is motivated only by price in the parts they buy. They cannot or do not sell their customers on quality and put pressure on the suppliers to provide cheap will-fit product whose durability and proper, quiet operation are a maybe. The best doesn’t cost much more and comes with a list of benefits that more than justifies the small differential in price: absolute quality control that is good enough for the vehicle manufacturer to warrant it for 100,000 miles; product that is made to the original design levels and adjusted to improvements in design; technical support; and finished-product liability.