Up to Standards
- Subject: Tools and procedures required for setup
- Unit: Dodge 9.25-inch differentials
- Vehicle Applications: 1994-2009 Dodge 2500 and 3500 trucks
- Essential Reading: Rebuilder
- Author: Mike Weinberg, Rockland Standard Gear, Contributing Editor
Repairing differentials is an important source of income for every shop. Many shops had shied away from what is really a simple repair but are now finding that there is not enough work to be had just repairing transmissions. Beside replacing worn or damaged gear sets, you can offer ratio changes that will increase the performance level or lower fuel consumption on many vehicles as an elective purchase for customers who have no problems with the differentials in their vehicle.
As more technicians get involved in these repairs, we find calls to the tech lines increasing. The unit that seems to create most of the tech traffic is the Dodge 9.25-inch differential found in Dodge 2500 and 3500 trucks from 1994 through 2009. Some of the technical issues start with the shop not fully understanding pinion depth, backlash and gear patterns; production differences between various gear-set manufacturers create other issues. We have become spoiled by the excellent quality of manufacturing that we find in ring-and-pinion sets in the market. As the quality of manufacturing processes improves we find ourselves with ring-and-pinion sets that are manufactured in different ways and require different setup specifications. In the October 2011 issue I wrote an article about the difference between face-milled gears and face-hobbed gears that is really required reading to understand how the process affects the setup of the gear train.
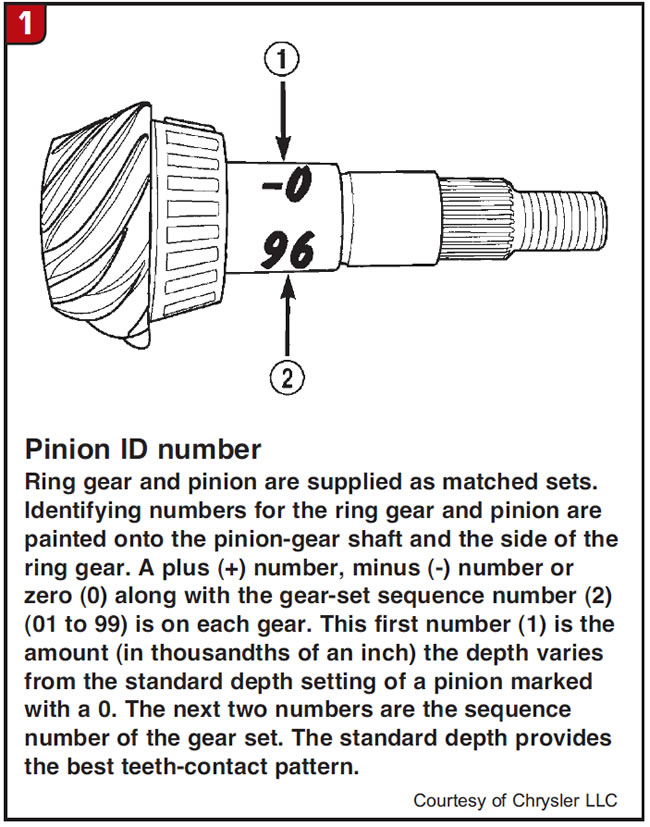
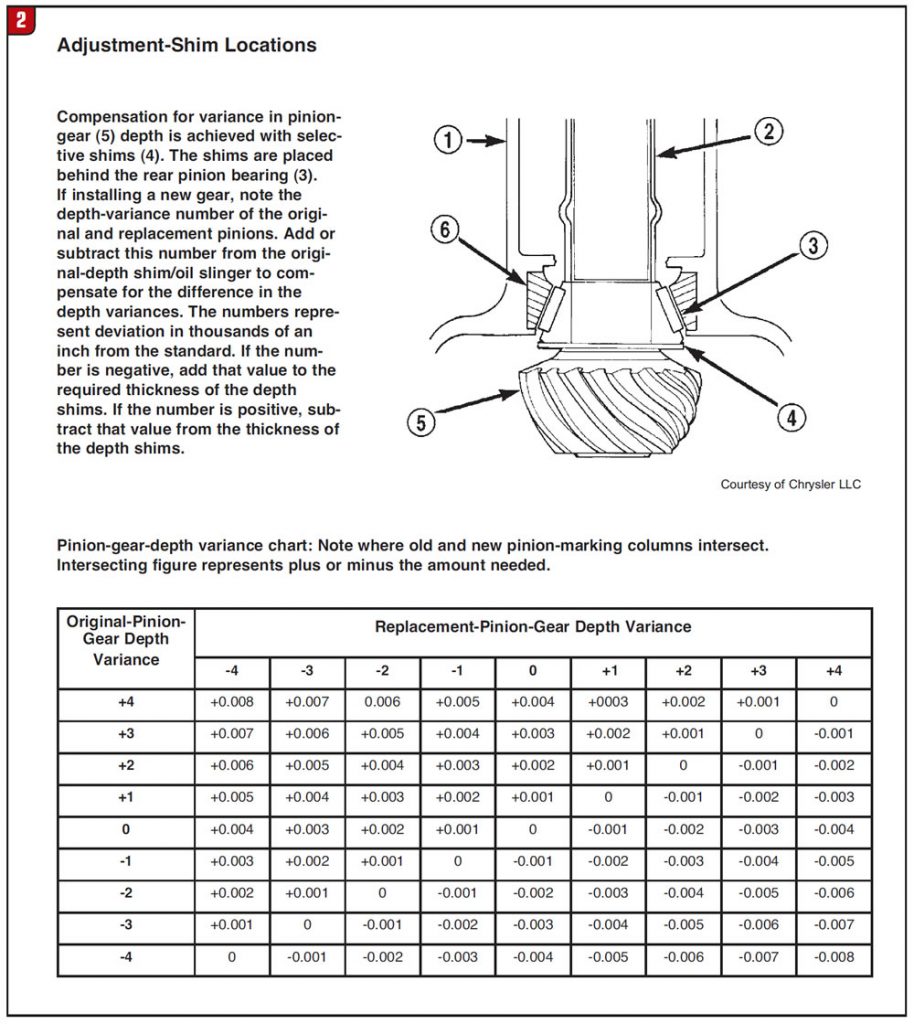
What usually creates a technical nightmare with the Dodge 9.25-inch differential begins with price. You can buy the OEM gear set from the dealer at an extremely high price. The sets, which are available in several ratios, are list-priced at $819. This leads the shop to go to an aftermarket gear set that will be of excellent quality and priced substantially less. In the old days the pinions in the matched set were marked with pinion-depth variations. Usually marked in steps between -4 and +4, these represented in thousandths of an inch the variation in product during the manufacturing process from zero. If there was a negative number, one had to add the value to the pinion-shim thickness, and if it was positive a thinner shim would be needed to reach the standard depth required. One of the issues that arises frequently is the lack of these numbers on the new gear set purchased. On the set you would buy from the Dodge dealer, there should be markings painted on the pinion-bearing journal of the new set (Figure 1), and those may not be present on an aftermarket set.
Now we come to how to establish the correct pinion depth and backlash with no reference points to start with. The ring-and-pinion set will have setup dimensions for backlash that are in thousandths of an inch and vary on whether the gear set is face milled or face hobbed. These will be very different backlash settings in many instances, ranging from 0.004-0.008 inch to as much as 0.008-0.012. If the pinion shim, which is between the inner pinion bearing and the pinion gear (Figure 2), is not correct, the pinion-gear depth is not correct and proper backlash will not be achieved.
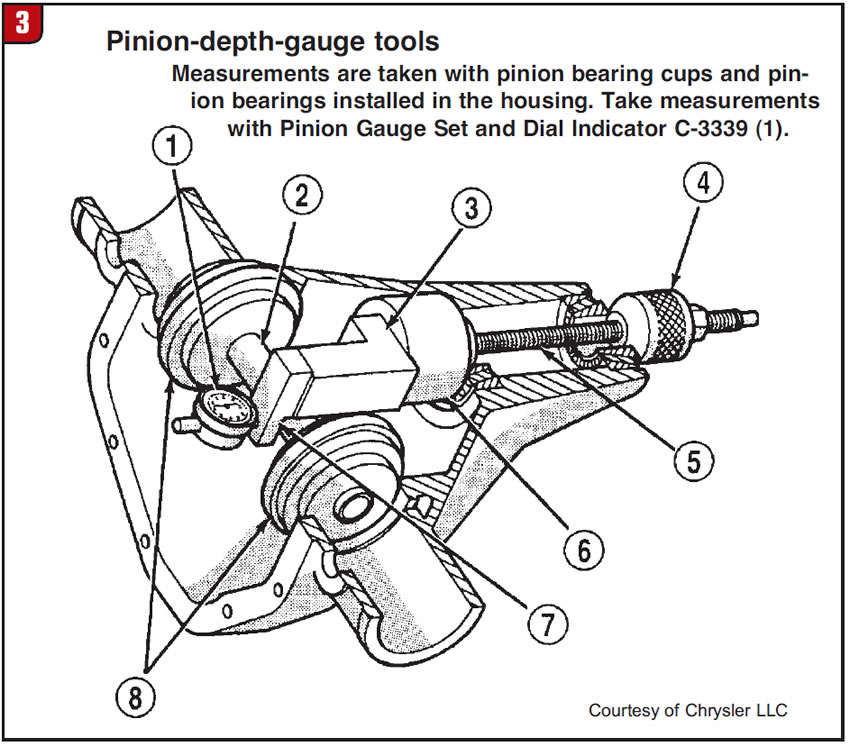
We have to go back a few years and invest in the correct tools, one of which is a pinion-depth measuring set (Figure 3), to set up a differential. These used to be essential tools but few shops now have them, primarily because of better gear manufacturing. The pinion-depth set will include a set of precision dummy bearings and cross shaft, a pinion-height block, pinion block and a dial indicator with a plunger made for this purpose.

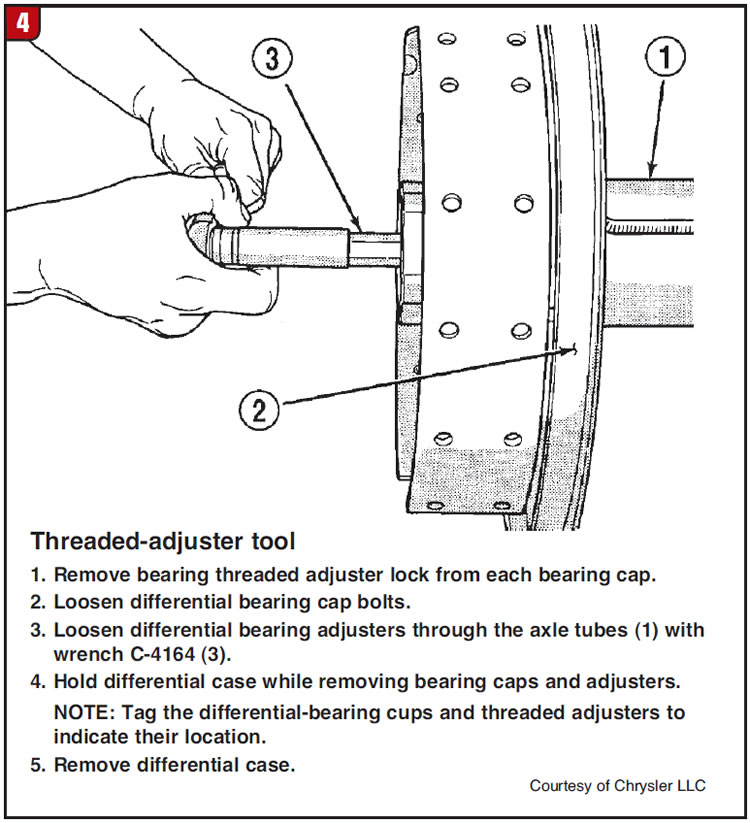
The second problem that shops run into on the Dodge 9.25-inch is adjusting the carrier-bearing adjusters, which are threaded and must be adjusted through the axle tubes with a special wrench (Figure 4) so that once adjusted to the correct position to achieve the desired backlash they can then be tightened to a spec of 75 lb.-ft.
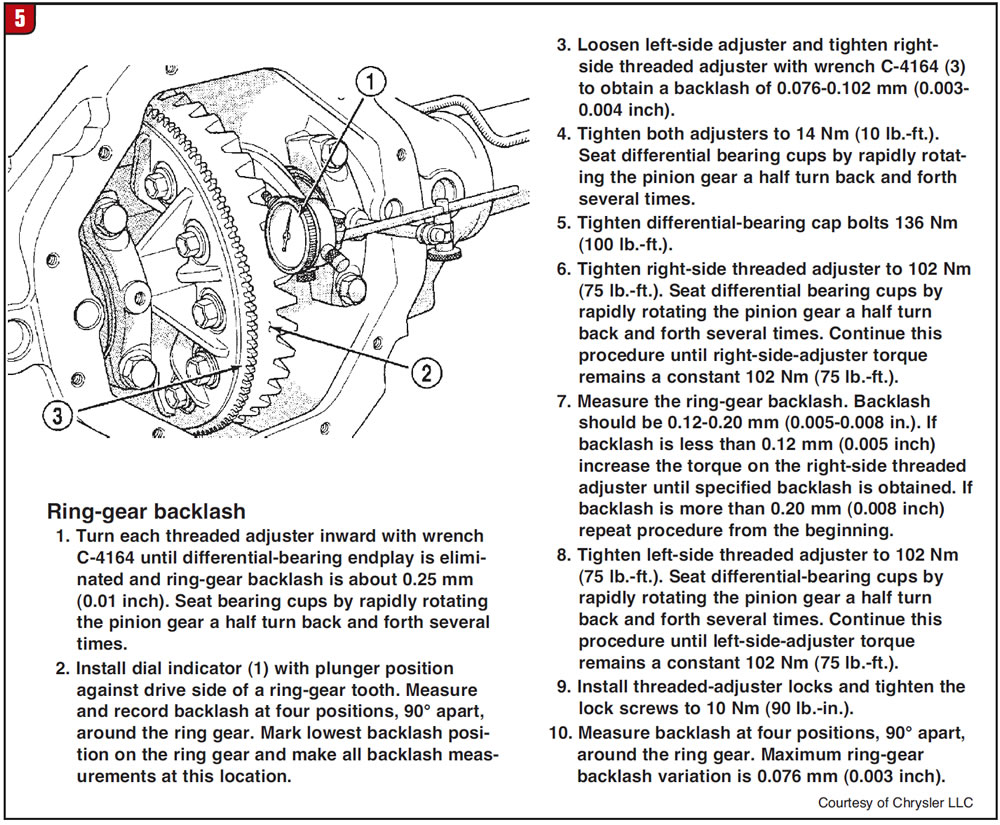
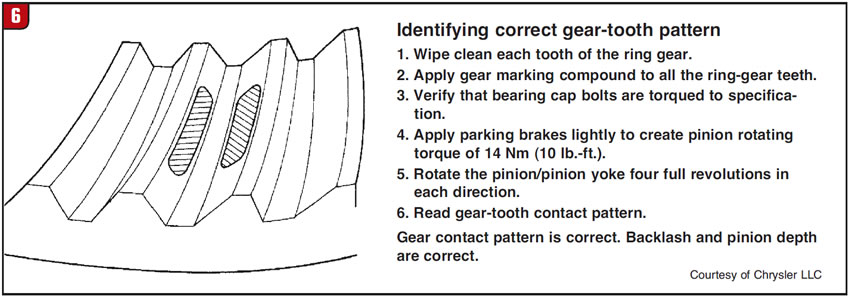
To save money on the cost of these essential tools one can use an old Chrysler torsion bar, which will fit if you can still find one. Once the correct pinion depth is achieved and the crush collar is seated to the required torque level (210 lb.-ft.), the pinion should have a rotating torque effort of 15 lb.-in. Now you can proceed to installing the differential carrier and ring gear, setting up the backlash to the required specs (Figure 5) and then marking the gears to get a proper pattern (Figure 6), or readjusting the backlash until it is right. Some shops will try to adjust the threaded adjuster with a punch through the inside of the case, but they will never achieve the 75 lb.-ft. torque spec that way.
Obviously, essential tools are expensive, but you do not always have to buy the factory tools. Several aftermarket manufacturers are providing excellent pinion-depth measuring sets that are universal and cover many differentials. Certain tools like the threaded-adjuster wrench can be fabricated or are less expensive to buy from the essential-tool catalog. If you are doing enough ring-and-pinion replacement you can fabricate a set of dummy bearings that will make setup a breeze. Buy a set of new bearings and hone out the inside of the bearing bores to remove the press fit (usually about 0.003 inch) and you will have a set of bearings that slip on and off, allowing shim changes to be made in seconds by using a press. One thing is for sure; accurate measurements are a must to have a happy outcome when building any differential, and the Dodge 9.25-inch absolutely requires it.