Up to Standards
- Subject: Redesign of case
- Unit: NVG 246, 261, 263, 136, 236 transfer cases
- Vehicle Applications: Chevrolet & GMC trucks
- Essential Reading: Rebuilder, Shop Owner
- Author: Mike Weinberg, Rockland Standard Gear, Contributing Editor
Rebuilding and remanufacturing of a host of parts have been going on almost as long as the manufacture of automobiles. It has always been economically sound policy to refurbish a used part and give it a new life, in most instances less expensively than the purchase of a new one. A good percentage of the steel being produced for new products comes from scrap, and the same is true for gold, silver, copper, aluminum etc. Production of raw materials and their transportation to the various refiners is quite expensive. and it is more economical to recycle the used parts into a usable commodity.
To “fix” something is defined by Webster’s dictionary as to permanently cure a defect. This is what rebuilding and remanufacturing are all about.
There are very few instances in which just replacing the failed parts of a component will cure the problem, as you must identify the design defect in the original part that led to the failure. In simple terms, just replacing the failed head gasket on an engine will not amount to anything if the defective water pump and radiator are not also replaced.
We remanufacture standard transmissions, transfer cases and differentials for light-duty trucks and cars. To build a durable, cost-effective product, we diagnose the defect in the original design and fix those problems while bringing the unit back to original specs with new parts. This gives added value to the product, as it is now better than the original with the removal of the defects of the original design.
The pages of this magazine are filled with advertising from suppliers that are doing exactly the same thing: designing products that are improved through engineering design improvements to overcome the original defects, and improving the materials used in the original parts. Raybestos, Sonnax, TransGo, Superior, Lubegard, Certified Transmission, Jasper Engines & Transmissions and my own company are just a few of the suppliers that have identified defects and brought new and improved products to market to give the transmission rebuilder the ability to improve his finished product and have a lower failure rate under warranty.

I thought you might like to see how this process takes place. Economies of scale separate the fixes that you receive from a technical-service provider such as ATSG from a company wishing to redesign a complete product. A simple fix that can be done by the shop will not result in a marketable commodity that can be manufactured and sold by a supplier. In short, there needs to be a demand of sufficient volume and a problem that is beyond the level of the average shop to produce.
Magnesium is a problem. In the dark ages of the original 1970s fuel crisis, the automakers were forced to rethink their vehicle designs to gain fuel economy. Gas before the crisis was somewhere around 32 cents per gallon, and no one paid much attention to fuel economy. After the crisis, with a huge increase in fuel prices all forms of transportation changed forever. The carmakers set about removing weight from the vehicles for better fuel mileage; carburetors were now pending extinction; and more-advanced materials such as plastics, aluminum, magnesium etc. were designed into the cars and trucks.

The cast-iron cases previously used for transfer cases were replaced with aluminum and magnesium cases. The upper weight limit a vehicle manufacturer would accept for a newly designed transfer case became 90 pounds.
Magnesium was considered a wonder metal. It was lighter and stiffer than aluminum and could be machined well. But, as I said before, magnesium is a problem. It is dangerous to work with on the factory level. Once magnesium starts to burn, it is so hot that if water is applied to the fire, the intense heat will separate the hydrogen from the oxygen and create an explosion. Very elaborate methods of handling the machining waste had to be established for plant safety and recycling the scrap back to the smelter.
Magnesium, although light and stiff, has other issues. It does not like steel, so the bolts used to fasten the cases together had to have special coatings and washers to prevent the erosion of the magnesium from contact with a dissimilar metal. Magnesium as a transfer-case housing is holding steel bearings in place to support the shafts of the internal components, and guess what: It doesn’t like that steel, either. You now get ‘bearing creep,” whereby the cases get wallowed out where the steel bearing contacts the magnesium case.
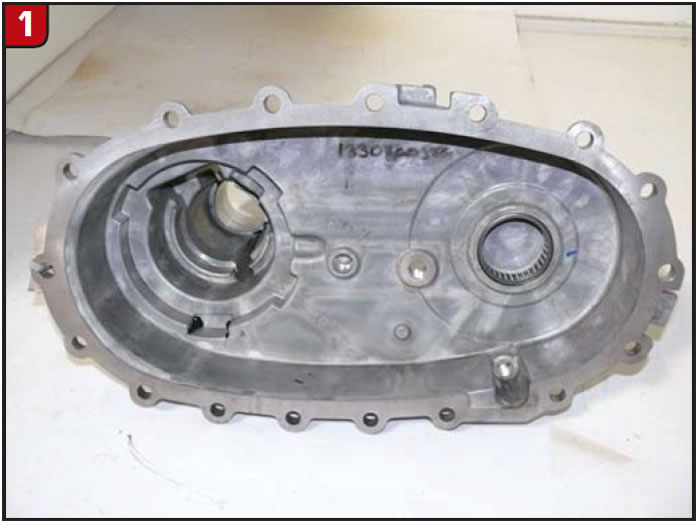
Certain transfer-case designs use a floating oil pump driven off the output shaft to provide internal lubrication. This pump can turn slightly under torque load and will beat a hole through the case. Because no one ever checks the fluid level in their transfer case, this leads to a unit that is run out of oil and becomes basically scrap. This has been a too-common problem in the NVG 246, 261, and 263 transfer cases found in GM trucks. We replace hundreds of these cases, which are hardly cheap to buy. Magnesium is a problem.


Fixing this problem requires a complete redesign of the case, which is what we set out to do. Our people thought long and hard about doing this economically, as castings are a huge cost in items of this size. The case had to be manufactured from aluminum, and it had to be reasonably priced. The design was worked out where we could manufacture one case that would retrofit the 246, 261 and 263 transfer cases as well as the 136 and 236. One casting could do all this with the machining operations, making it possible for the supplier to stock three cases instead of five, reducing inventory expense. Gone will be the problems of regular steel bolts, bearing creep and oil pumps damaging the case.
Next comes the investment in casting prototypes. We manufactured six cases using a plaster-molded sand-cast process. One of the benefits of working with aluminum was that we could increase the strength of the case with more-substantial ribs and gussets in the casting. After the cases are cast they are machined to a finished product and then are assembled and subjected to real-world testing in trucks used as daily drivers.
The next step will be to begin the manufacturing process on a larger scale, which should happen between now and the new year, and bring the products to market before the spring. Between now and that point the product will need to undergo a variety of tests for porosity and industry standards (Production Part Approval Process) to ensure the durability and quality.
Coincidentally, there has been a tariff change in magnesium, and with the economic crash of the past two years, there is no one left to cast magnesium. As these are past production models the manufacturers are not concerned, but there will be a shortage of factory production cases as current stocks are depleted.
Innovation is the hotbed of capitalism. Who would have thought years ago that you could find a niche market in our industry supplying such things as reconditioned updated valve bodies, heavy-duty torque converters, and super-duty planetaries, drums and pumps? The fact that where there is a short supply there will be a redesigned superior part is what makes this market function.